中走丝标准与规范化
中走丝以其优于快走丝的加果效果与高于慢走丝的加工效率,为快走丝指出了发展方向。
得益于多速电机技术上的发展,近一两年来,中走丝的多次切割功能已经成为了国内所有“编控一体卡”厂家的主攻方向,而在单板控制器方面,除了一些碍于技术能力不能有所突破之外,技术实力雄厚的厂家也纷纷开始考虑转向中走丝、提供多次切割能力。
阿松工作室为适应技术发展,与国内快走丝厂共同打造快走丝的明天,特在《KS线切割编程系统》里提供了完备的中走丝多次切割功能,并公开相关技术细节,以供各厂家研发测试之用。
《KS》在他的“生成加工代码”对话框第二页里提供了详细的参数设置选择,如下图:
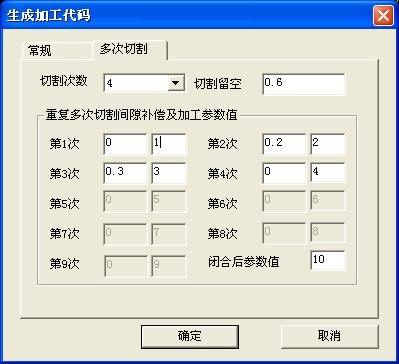
《KS》可以提供最多9次重复切割的加工参数设置,n次切割需要n+1个加工参数。其中第一次加工参数在引线之后,n+1次加工参数出在闭合时的切割留空之前。加工参数的设置值可以在1至99999之间自由设置,其含义可以由各编控一体卡和单板控制器生产厂家自由定义。
以HF卡为例,其内置了一组预定义的参数标准,以数字为其代号,如上图所示。
对于更多的还处于测试阶段的厂家来说,我们还是推荐用户使用下列参数设置方法:
| 切割次数 |
丝速参数 |
脉冲参数 |
切割变频速度 |
| 第1次 |
1-9档可选 |
1-9档可选 |
1-99档可选 |
| ... |
... |
... |
... |
| 第n次 |
... |
... |
... |
| |
... |
... |
... |
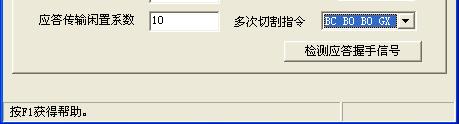
在《KS》内置联机助手的“后台设置”页里设置多次切割指令为BC B0 B0 GX
L1格式,《KS》即可按要求送出上述信号,编控一体卡或者单板控制器通过分析代码中BX的数值就可以获取所需的加工参数内容。如下图:
各编控一体卡厂家和单板控制器厂家如果在测试过程中有需要技术支持或者有什么建议要求的,欢迎随时与我们联系。我们愿意与大家一起,积极开拓快走丝明天美好的未来。
|